 EN
EN NL
NL FR
FR DE
DE JA
JA KO
KO PT
PT RU
RU ES
ES TR
TRZM1 Magnesium Alloy – High-Performance Material for Structural Applications
I. Chemical Composition and Properties of ZM1 Alloy

Chemical composition and impurity content (mass fraction) of ZM1 cast magnesium alloy %
II. Physical properties of ZM1 alloy
Its melting temperature range is 560–640°C. Thermal conductivity, specific heat capacity, and linear expansion coefficient: See tables below. The density is 1.82 g/cm³. Electrical resistivity will be p= 62nΩ·m at 20°C. ZM1 alloy is non-magnetic, of which ignition point in air is above 400°C and reacts violently with water in molten state.

The thermal conductivity of ZM1 alloy

The specific heat capacity and linear expansion coefficient of ZM1 alloy
III. Mechanical properties of ZM1 alloy
The partial room-temperature mechanical properties, typical room-temperature tensile properties, typical low-temperature and high-temperature tensile properties, high-temperature endurance, and high-temperature creep properties of ZM1 alloy are shown in the following table, which points out room-temperature fatigue strength (N=2×107), room-temperature elastic modulus E=42 GPa, shear modulus G=17 GPa, and Poisson’s ratio μ=0.35.

Partial room-temperature mechanical properties of ZM1 alloy

Typical room-temperature tensile properties of ZM1 castings
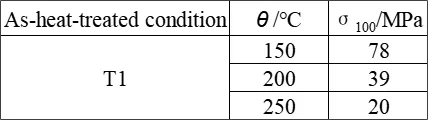
High-temperature creep properties of ZM1 alloy
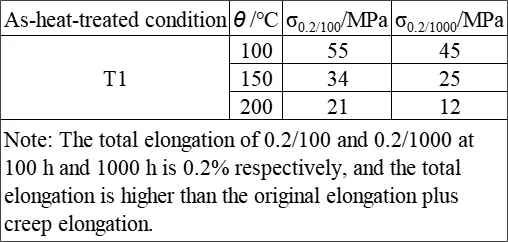
High-temperature creep properties of ZM1 alloy
Ⅳ. The smelting and casting process of ZM1 alloy
1. Heat treatment system:
ZM1 is a simple ternary Mg-Zn-Zr alloy, containing only 3.5% to 5.5% Zn and 0.5% to 1.0% Zr. Its microstructure consists of α phase and MgZn phase, with a small amount of Zn-Zr compounds (Zn2Zr3 or ZnZr). Generally, T1 treatment is adopted without quenching, and with aging at (175 ± 5)℃ for 28 to 32 hours or at 195℃ for 16 hours.
1) The smelting and casting of the alloy
The smelting and casting of the alloy should be carried out in the same crucible. If the process of transferring the molten metal from the smelting crucible to the casting crucible is adopted, it will cause the loss of zirconium in the alloy. Zirconium will be added in the form of Mg-Zr master alloy when the alloy liquid is heated to 780 to 800℃. After thorough stirring, the alloy is refined. Sufficient flux should be used to control the oxidation and combustion of the alloy.
2) Alloy preparation precautions
During the alloy preparation process, elements such as aluminum, iron, silicon, and manganese should be prevented from contaminating the alloy, as these elements will hinder the grain refinement effect of zirconium.
3) Zirconium addition
Due to the low solubility of zirconium and its tendency to form compounds with various impurity elements and thus be lost, the amount of zirconium added must be 3 to 5 times the required zirconium content in the alloy.
4) Grain refinement
The degree of grain refinement of the alloy is closely related to the dissolved zirconium content in the alloy, so the smelting technology and temperature control are extremely important.
2. Corrosion resistance of ZM1 alloy
Magnesium has good corrosion resistance in dry air, but its chemical stability is unstable in humid air, water (especially seawater), and it reacts vigorously with most inorganic acids. In industrial atmospheres, the corrosion resistance of magnesium is similar to that of medium carbon steel. The oxide film of magnesium is not dense, so it must be surface treated before long-term use in the atmosphere. Magnesium alloys are stable against selenic acid, fluorides, and hydrofluoric acid, forming insoluble salts. Unlike aluminum, magnesium alloys do not react with caustic alkali and are also stable in gasoline, kerosene, and lubricating oil. Magnesium is one of the most electronegative metals, and it is not allowed to be directly in contact with aluminum (except for aluminum-magnesium alloys), copper alloys, steel, and other parts, otherwise it will cause electrochemical corrosion. Iron, silicon, copper, nickel, chlorides, and other impurities as well as certain casting defects will reduce the corrosion stability of magnesium alloys. Zirconium in the alloy can eliminate the harmful effects of impurities and refine the grains, thereby significantly improving the corrosion resistance of the alloy.
3. Process performance and characteristics of ZM1 alloy
1) Forming performance:
Casting temperature: 705 – 815℃. The castings have high and uniform mechanical properties, and the degree of reduction in mechanical properties due to micro-porosity is less than that of ZM5 alloy. The fluidity is measured by the length of the cast test bar as 182 mm. The tendency to form micro-porosity during solidification is relatively large, but it slightly decreases with the decrease of zinc content in the alloy composition. When zinc is at the lower limit, micro-porosity tends to be concentrated rather than dispersed. The first crack in the ring width is formed at 25 to 27.5 mm in the hot cracking tendency test. The linear shrinkage rate is 1.5%.
2) Welding performance:
The alloy has poor welding performance and is not suitable for repair welding.
3) Heat treatment process of alloy castings:
Only aging treatment is adopted for alloy castings.
4) Surface treatment process:
The surface of the castings should be chemically oxidized to form a thin protective layer. Before treatment, the castings must be sandblasted and degreased. According to the different uses of the parts, oil or paint protection is applied after oxidation treatment.
5) Machining and grinding performance:
The alloy has excellent machining performance and can be machined at a larger feed rate and high speed compared to other metals. The power required to remove a certain amount of metal is lower than that of any other metal. During machining, whether with or without cutting fluid, excellent smooth surfaces can be obtained without grinding or polishing.
Ⅴ. Application of ZM1 alloy
ZM1 alloy is mainly used for casting wheels and can be widely applied as load-bearing structural components in various machinery.


